No Ice. No Bags. No Guesswork.
No Workarounds.
Ice does the cooling — and batters the trichome in the process: blunt-force trauma. A washing machine — vortex, torus flow, whatever they brand it — does the agitation. Ice-water bags do the collection. Three crude tools, three places for error to enter. Abzu holds cooling, separation, and collection in one controlled system — no ice, no washing machine, no bags. Not a better wash. A refinery.
Full Spectrum
One Run, One Hour
One Touch
Tedious Labour Free
One Run, One Hour
One Touch
Enlil — storm god, wind, command. The Enlil approach compels. It applies force until the outcome submits. Conventional ice-water processing is the Enlil approach: arrest the plant in ice, batter it into yielding its trichomes, strain the result through filters. Force applied until separation happens.
When results from that method fell short, the industry's answer was more Enlil. Bigger wash vessels. Clunkier iron. Heavier agitation motors. Larger batch loads pushed through the same broken architecture. And alongside the hardware — marketing language that reframed the ceiling of a flawed process as a virtue: artisan wash counts, hand-crafted consistency, small-batch superiority. Best-case-scenario numbers presented as standard results. None of it was the Enki approach. None of it changed the architecture of the problem. It dressed the same blunt instrument in better copy.
Enki — water, wisdom, craft. The Enki approach works with natural law rather than against it. It understands the properties of the medium and engineers the conditions that allow the desired outcome to occur — not through force, but through calibration.
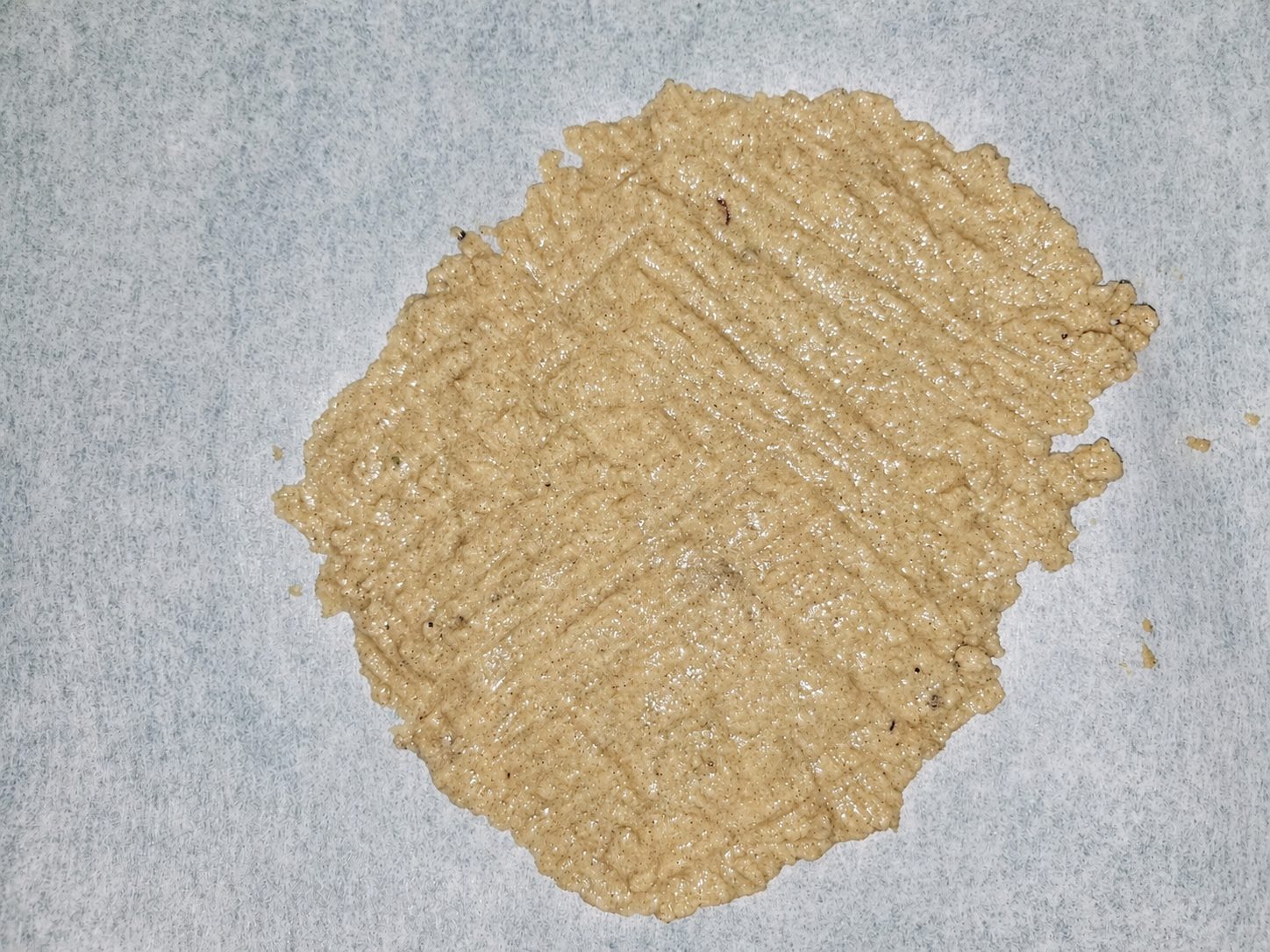
Abzu Refinery is the Enki approach. Controlled separation dynamics create the conditions in which trichomes release, separate, and are gathered on their own terms — by the natural properties of water at temperature. Abzu does not force the separation. It enables it. That distinction is not philosophy. It is engineering — and it is what produces consistent, graded, intact trichome output on every run.
Controlled separation dynamics create the thermal and kinetic conditions for trichome separation without impact trauma. The separation chamber holds a stable thermal environment throughout the run — not managed by operator attention, but maintained by the system itself.
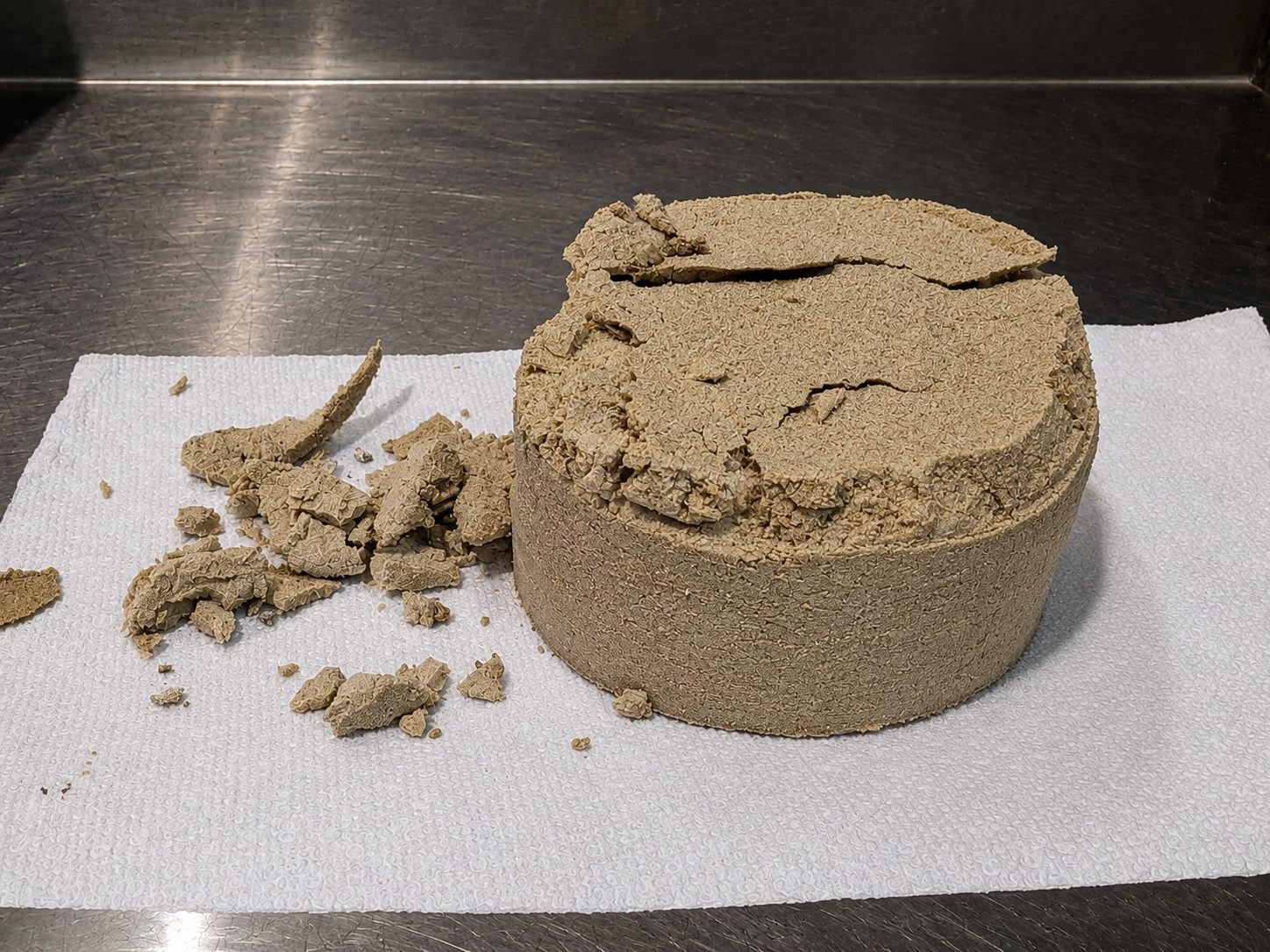
The result is grade-separated, integrity-preserved trichome output on every run. Clean medicine at home and at commercial scale — produced by the same architecture, governed by natural law.
Consistent separation across every run. One operator running multiple machines simultaneously. Multi-grade output from a single input batch — from connoisseur single-source premium to full-spectrum commercial material.
Without intensive manual labour. The lifting, draining, re-icing, bag-stacking, and hand-management that defines a conventional wash cycle does not exist in this process. One operator runs multiple machines simultaneously — not because they are more skilled, but because the system holds the conditions so they do not have to. No ice to purchase, store, or dispose of. No conventional bag workarounds to lift, drain, replace, or monitor for integrity failure. No compensation loop to manage when the process drifts mid-run — because the process does not drift.
A medical-grade configuration meets pharmaceutical production standards. The same architecture serves a home cultivator and a licensed producer. The numbers documented from actual Abzu operation — not modelled, not benchmarked — are available in the next section.


